Titanium Alloy Disappearing Mold Cladding Shell - Precision Casting Technology And Application Research
Jun 30, 2022
Titanium alloy has the characteristics of low density than high strength, corrosion resistance, non-magnetic, good biocompatibility, etc. It can significantly reduce the quality of equipment, improve the life and performance of equipment, and is widely used in aerospace, petrochemical, naval, marine engineering and other fields [1]. Compared with other forming processes, titanium alloy casting can produce various shapes of complex components, reduce production processes, and improve metal utilization. According to the China Nonferrous Metals Industry Association, the output of titanium castings in China was 417t in 2017 [2],driven by strong demand for titanium castings such as military and high-end civilian products, the output of titanium castings reached 782t in 2019 [3], and the actual output of titanium castings in China is expected to reach 1000t in 2020, with a market size of 1 to 2 billion yuan.
Ti has high chemical activity, easy to react with SiO2, Al2O3 and other conventional casting materials, can only choose expensive graphite, ZrO2, Y2O3, etc. as the face material, and gradually developed to form two processes of machined graphite type and fusion die precision casting [4, 5]. However, the high price of titanium raw materials, the difficulty of titanium alloy casting, long production processes, complex equipment and processes, expensive casting materials and other factors have limited the promotion and application of titanium castings, resulting in its market size is still relatively small. In addition, machined graphite casting has a poor filling capacity, surface marks, cold separation defects serious problems; at the same time, investment casting production of large-size titanium castings production cycle is long. Therefore, it is very necessary to carry out the development of new technology of titanium alloy casting, and existing technology to form a complementary, promote the development of titanium alloy casting technology and titanium casting application promotion.
1, disappearing mold casting technology development history and characteristics
Invented in the 1950s using polystyrene (EPS) foam board processing mold samples instead of wooden molds, and filled with binder sand manufacturing metal parts, followed by Hartman and WITTEMOSER in 1962 to promote the application of the technology in industrial production [6, 7]. The process is simple and easy to produce, and the technology has become very mature for the production of cast iron, cast steel, aluminum alloy and other metal parts, and is widely used in the production of complex shaped parts such as automotive engine heads, cylinder blocks, motor housings, boxes, intake manifolds, etc.
Vanishing mold casting is a casting process with nearly no margin and precise forming. Compared with other casting technology, has the following advantages [8]: ① casting surface roughness is low, high dimensional accuracy; ② casting structure design flexibility, the use of foam model, no parting surface and core, can also be used to create foam mold sample, after the bonding preparation of the overall model, so the original by multiple parts processing and assembly of complex components, using the disappearing mold casting process can be cast out as a whole, design flexibility ③ production operation is simple, the size error is small, no burr flying edge, without taking the mold, repair, core, box, simplify the process, shorten the production cycle, but also reduce the size error caused by the combination of the core block and split box, and castings without flying edge burr, easy to clean grinding, low labor intensity.
However, disappearing mold casting technology disadvantages are also relatively obvious, mainly: ① casting surface quality and material properties are susceptible to foam mold sample gas cracking products and deterioration, resulting in casting surface carbon defects and cast steel parts carbon and slag porosity and other problems; ② disappearing mold casting production of thin-walled plate type parts, easy to deformation, surface roughness and dimensional accuracy and precision casting compared to slightly worse.
2, titanium alloy disappearing mold technology application prospects and advantages
Titanium alloy chemically active, need to melt and pour under vacuum, so the traditional disappearing mold casting process can not be directly applied to the production of titanium castings. After preparing the mold sample, the model is used to prepare the oxidized ceramic shell and roasted, and then vacuum casting is carried out to produce titanium castings, which can obtain the accuracy and surface quality close to that of investment casting.
Unlike the mass production of metals such as cast steel and cast iron, titanium castings are generally custom-made in single pieces or in small to medium batches. Existing technology, titanium castings single-piece custom or small batch production, generally using photosensitive resin or machined graphite casting, for medium or large size castings photosensitive resin prices are very expensive, while in recent years by environmental factors such as graphite material prices from the original 1 ~ 15,000 yuan / t to more than 30,000 yuan / t, graphite material costs account for 30% to 60% of the total cost of titanium castings, for large complex frame type structure of castings accounted for a higher proportion. In addition, graphite casting can not produce wall thickness ≤ 4mm thin-walled titanium castings, and surface flow marks, cold partition, cracks and other defects, post-sequence grinding, welding workload, high production costs, while facing the risk of environmental elimination or restriction out; small and medium-sized titanium castings in mass production, generally using investment casting, but for single or small batch production of large castings, large metal molds are expensive to produce, and long processing cycle. And processing cycle is long, while the large injection wax machine and shell line investment is large, low capacity utilization. Vanishing mold shell casting has the advantages of the above two casting methods do not have, can effectively reduce the production cost of titanium castings, simplify the production process, shorten the production cycle, and improve the quality of castings.
Compared with machined graphite casting, vanishing die shell casting can reduce the cost of machined graphite casting by more than 30%, while significantly improving the surface quality and delivery time. Titanium alloy disappearing mold shell casting has the advantages of: ① design flexibility, using the whole model shell preparation castings, significantly improve the freedom of casting design, while through the model cutting edge combination, can produce a highly complex structure of titanium castings; ② oxidation ceramic shell low thermal conductivity, good yielding, smooth cavity surface, can solve the graphite titanium casting flow marks, cold partition and cracking problems, so that the filling performance and surface The surface roughness can reach or close to the level of investment casting; ③ No core, can avoid the uneven wall thickness caused by the inaccurate position of the graphite core or misalignment of the machined graphite type, high dimensional accuracy; ④ Cheap and easy to process disappearing mold model, can significantly reduce the cost of titanium castings, shorten the production cycle; ⑤ Clean production site, no graphite dust pollution, can meet the requirements of clean production.
Compared with titanium alloy investment casting technology, disappearing mold model than photosensitive resin model cost reduction of more than 80%, and in the large size castings single or small batch production, without investment in large injection wax machine and metal mold, you can achieve production, cost delivery advantage is particularly outstanding.
3, titanium alloy disappearing mold over shell casting technology application research
3.1 Process flow
Titanium alloy disappearing mold shell casting process, the first selection of foam blanks, and then machined into the casting model, followed by hanging sand, drying, roasting, ceramic shell, in the roasting process, the casting model vaporization disappeared, and finally after pouring to obtain qualified size, surface and internal quality of the casting, the specific process flow is shown in Figure 1.

Fig.1 Flow chart of titanium alloy lost foam cladding casting
3.2 Shell preparation and pouring
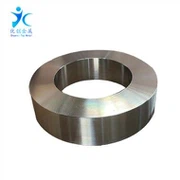
A product structure is shown in Figure 2, the material is ZTC4 titanium alloy, dimensional accuracy of CT4, appearance and performance in line with the requirements of GB/T6614. Select a disappearing mold model material, its tensile strength ≥ 2MPa, flexural strength ≥ 8MPa, heat resistance and dimensional stability ≥ 80 ℃, while high temperature can be pyrolysis gasification, can meet the shell support strength and dimensional stability requirements.
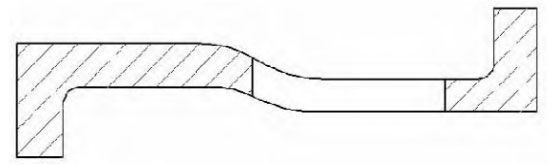
Fig.2 Titanium alloy castings
3.2.1 Design and simulation of the pouring system
ProCAST simulation software is used to design the pouring system. As the production is done according to the vanishing mold over-shell casting process, the baking temperature of the shell is 1100°C. After the shell is baked, the vanishing mold is vaporized to obtain the shell. The simulation process of titanium alloy disappearing mold shell casting is similar to that of investment casting; the simulation process of investment casting is followed. The temperature field distribution of the titanium alloy casting is shown in Figure 3, the wall thickness of the casting is relatively uniform, the temperature field distribution of the casting during solidification is relatively uniform, the temperature difference is 200 ℃. Through the temperature field distribution, it is judged that the middle area of the casting is given priority to solidify, and the top and bottom of the casting are hot joints, which are easy to produce isolated solid phase area.
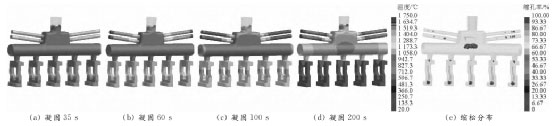
Fig.3 Temperature field and shrinkage porosity distribution of titanium alloy castings
3.2.2 Production of titanium alloy castings
Adopting the method of integral machining and molding, the casting mold sample was machined by CNC machining machine, and the exhaust test block was bonded by binder (see Figure 4) and the surface roughness was improved by dipping wax process. The surface layer is made of zirconium acetate, the material of the surface layer is zirconium acetate, rare earth powder and zirconium sand, the viscosity of the surface layer is controlled from 33 to 38 s. The back layer is made of silica gel, the material of the back layer is silica gel + mullite powder and mullite sand, the viscosity of the back layer 1 to back layer 2 is controlled from 21 to 27 s, the viscosity of the back layer 3 to the last layer is controlled from 13 to 20 s. Repeat the process of slurry spreading and shell drying and hardening. After the surface layer and back layer are prepared, the shells are directly roasted, and the roasting is carried out with a stepwise temperature increase to prevent the shells from cracking. Firstly, the roaster is heated up to 300℃, the roaster starts to ventilate and the vanishing mold starts to vaporize. Vacuum static casting of ZTC4 titanium alloy is used to obtain the casting blank (see Figure 6), and the casting is obtained after hot isostatic pressing, flaw detection and finishing and grinding.

Fig.4 Lost foam model

Fig.5 The mold shell

Fig.6 Casting blank
3.3 Inspection results and analysis
The use of disappearing mold shell casting production of titanium alloy castings, hot isostatic pressing before the internal flaw detection results are shown in Figure 7. can be seen, the bottom of the casting has shrinkage, the actual defects than the numerical simulation of the results of 50% less, shrinkage location and the numerical simulation of the results are basically the same, disappearing mold shell casting of the actual results and the simulation of the results according to the titanium alloy molten die casting is basically the same, see the disappearing mold shell casting process can be carried out according to the titanium alloy The casting process can be carried out according to the process of titanium alloy investment casting. Castings by hot isostatic pressing, internal defects eliminated, see Figure 7, to GB/T 6614 standard requirements, to meet the requirements of Class II B flaw detection. The thickness of the contamination layer on the surface is 44μm, removed by pickling process, and the surface is not found inclusions defects, the surface of the titanium alloy casting is shown in Figure 8, the surface roughness Ra is 6.3μm. the mechanical properties of the casting body is tested, see Table 1, meet the requirements of GB/T6614 standard; at the same time, the casting organization is tested, no metallurgical defects such as inclusions and organizational abnormalities.

Fig.7 Inspection photos of titanium castings before and after static pressing

Fig.8 Casting blank
Tab.1 Mechanical properties of titanium castings
4、Conclusion
Design and selection of suitable for titanium alloy casting disappearing mold model material, and the use of reasonable disappearing mold shell casting technology, to obtain the internal and external quality, organization and mechanical properties of titanium alloy castings qualified. The vanishing mold over-shell casting technology is suitable for the production of single small batch of medium and large titanium alloy castings without opening metal molds, which can effectively solve the problem of expensive photosensitive resin models and high cost of graphite casting, with significant economic benefits. Titanium alloy disappearing mold over-shell casting technology can be simulated by numerical simulation technology of titanium alloy fusion mold precision casting, effectively improve the rationality of the process production, the pouring system can be used with the castings as a whole processing method to improve the production efficiency.